














 48-49 / 52
48-49 / 52

Special Belt Splices
General
These belts listed below are spliced by regular Bias Step
Splice or the Long Life Full Carcass FiInger Splicing methods.
The Bias Step Splice or the Long Life Full Carcass Finger
Splice procedures are described in other sections of this
manual with the following exceptions:
Wedge-Grip
1.
To locate the bias line on Wedge-Grip belts use the angle
along the ribs. Match both belt ends to be spliced at the
same time. Cover and top ply are both cut at this line the
normal cover insert is not made.
2.
The pulley side bias line is located by carefully measuring
back from the matching rib.
3.
At assembly, the cover ribs butt to form the cover joint. A
slight gap is filled with a noodle of inside tie gum. No cover
breaker is used.
4.
Wedge-Grip splices are cured by filling the design with
soapstone and using tight edge irons 1/16 in. (1.6mm)
thinner than the belt.
Bareback
1.
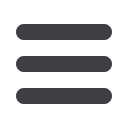
When removing the ply next to the bare ply, the edges of
the bare ply tend to unravel. To prevent this, make one ply
cut parallel to the edge, 1/4 in. (6mm) from the edge, in the
ply being removed. Then, after removal, the remaining
1/4 in. (6mm) strips can be removed with a sharp flat knife.
2.
A small strip of uncured inside gum 1/4” (6mm) wide
should be laid across the full width of the belt on the top
and bottom ply butts to seal the fabric joints.
Cleated Belt
In order to achieve proper vulcanizer pressure, two procedures
have been used:
1.
Skive off the ribs in the vulcanizer area.
2.
If rib skiving is undesirable then a 1/4 in. (6mm) to 3/8 in.
(9mm) layer of uncured gum can be placed over the ribs
during cure. In doing this, cure time must be increased to
accommodate the added thickness and all four sides of
the cure area must be blocked as securely as possible to
prevent excessive flow of the added gum which could lead
to loss of pressure on the splice during cure.
31. Apply a second coat of the proper cement after the first
coat of cement is dry to the fill-in area on the topside.
32. Place a noodle over the ply seam.
33. Insert inside gum over the exposed carcass in the fill strip.
Remove all trapped air.
34. Install the top cover. Roll it into place, and trim.
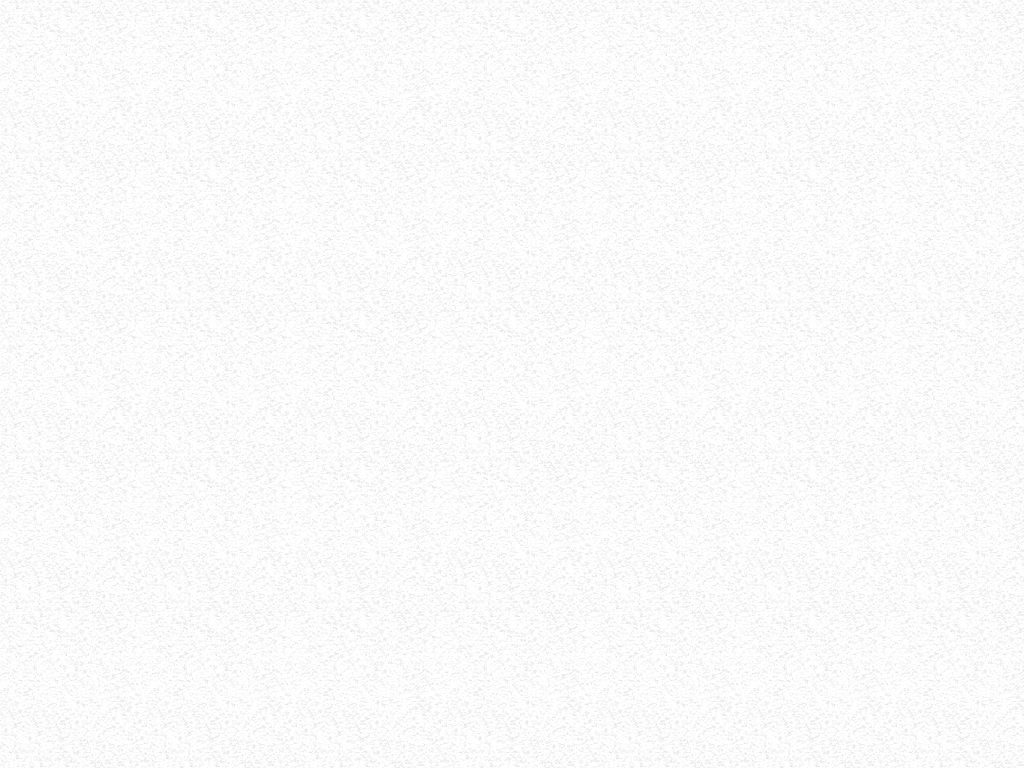
35. Use a small straight edge to check for the proper gauge of
fill-in gum. The straight edge should make imprints on the
gum (Fig. 11-14). Any low spots should be built up.
Fig. 11-14
36. Prick the fill-in gum with an awl to release trapped air.
Cover with a cemented strip of release material 2 in.
(50mm) wider than the gum strip (Fig. 11-15).
Fig. 11-15
37.
To ensure solid edges, guides of the proper gauge must
be used. The guides must contact the belt edges for the
full length of the splice and extend 6 in. (150 mm) on both
ends of the press (Fig. 11-16).
NOTE: An exception to the above splice directions sometimes occurs
when splicing a new belt into a used belt. If the covers on the used
belt are badly worn, then both ends of the new belt should be stepped
from the pulley side. This leaves new top cover on both splices and will
provide more uniform vulcanizer pressure. In doing this, one splice will
run in reverse to the usual recommendation.
Fig. 11-16
38. After cure, trim the edges of the splice. It is normal for the
fabric joints to be spaced 1/4” (6mm) or so during cure due
to shrinkage.
39. Refer to Section 4 of this manual for vulcanizing instructions.
40. The splice must not be put into service until the splice has
cooled to ambient temperature.
41.
Buff inserts and overflows down to original belt gauge
to prevent damage from scrapers.
48
47
Conveyor Belt
Fabric Splice Manual
Conveyor Belt
Fabric Splice Manual