Page 434 - 4300 Catalog Cover.pdf
SEO Version




4300 Catalog
Assembly / Installation
Parker Hannifin Corporation
Tube Fittings Division
Columbus, Ohio
T24
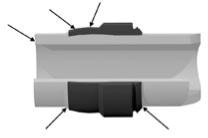
Pre-Set Inspection
All Ferulok fitting presets must be disassembled and inspected
for proper ferrule pre-set before final installation for service.The
followingdetailed inspectionproceduresmust be followed regard-
less of the method used to pre-set the ferrule to the tube. (Refer
to Fig. T33 for the five inspection points discussed below).
1.
A ridge of metal (A) has been raised above the tube surface
Pre-setting with Hyferset Tool or Hydra-Tool
Pre-setting with hydraulic equipment (Hyferset or Hydra-Tool)
is preferred for fittings larger than size 8 or large production
quantities in any sizes.
For full instruction on the use of the Hyferset Tool (see Fig.T34),
please refer to Bulletin 4393-B1, which is included with each
shipment of the Hyferset Kit #611049C.
Fig. T34 – Hyferset tool
to a height of at least 50% of the thickness of the ferrule’s
leading edge, completely around the tube.
2. While the leading edge of the ferrule may be coined flat (B)
there is a slight bow to the balance of the pilot section (C).
3.
The tail or back end of the ferrule is snug against the tube
(D).
4.
There is a slight indentation around the end of the tube (E)
that indicates the tube was bottomed in the tool or fitting
during pre-setting (if evidence of this complete contact is not
visible the ferrule may not be properly pre-set).
5.
Avoid rotating the ferrule.Steel ferrules should not be capable
of moving back and forth along the tube beyond the bite area
(a stainless steel ferrule will move more than steel because
of it’s spring back characteristics).
Caution:
Wrench torque should never be used as the gauge
for reliable Ferulok pre-set and/or assembly. The reliability of
the pre-set and assembly of bite type fittings is dependent on
the ferrule traveling a prescribed distance into the tapered fit-
ting throat in order to bite into the tube and effect a strong grip
and seal.
Installation
Use one of the following installation procedures, depending on
the tooling used earlier to pre-set the ferrule to the tubing.
1. Fitting body used to pre-set ferrule
– If the fitting body
was used for ferrule pre-set, re-tighten the nut to the
same
fitting body used earlier in the pre-set. Tighten the nut until
a sudden and noticeable wrench resistance is evident.
From this point, tighten the nut an additional
1/6 to 1/4 turn.
(An alternative method is to take the nut to
the finger-tight position, then wrench-tighten another
1/3 to 1/2 turn). FNU caps follow this tightening procedure
also.
2. Hyferset, Hydra-Tool or Ferulset Tool used to Pre-set
Ferrule
– If one of these tools was used for ferrule pre-set,
select any appropriate fitting body and lubricate its threads.
Conduct re-tightening following any one of the two meth-
ods described in procedure 1 above.
3. Swivel nut assembly procedure (R6BU, C6BU and
S6BU)
– For final assembly of swivel nut, a 3/4 turn from
finger tight is required for all sizes.
Fig. T33 – Ferulok preset inspection points
C
B
E
A
D
Ferulok Assembly
Powered by FlippingBook Publisher