Page 26 - CorrugatedCatalog110913Rev8LR
SEO Version





Fabrication Options
25
Corrugated metal hose is used in a very broad spectrum of applications. Just as the hose, fttings,
and other assembly parts must be tailored to suit the demands of the service, so too must the
methods of joining these components. While standard production joining methods work very well
for the majority of service demands, the following extremes may dictate special joining or fabrication
techniques:
1. Pressures
2. Temperatures
3. Corrosion
4. Other conditions
Hose Master has developed specialized welding, brazing, joining, and fabrication procedures to
assure the integrity and serviceability of metal hose assemblies in even the most extreme
applications.
The fabrication options and services to be considered are:
1. Specialized attachment techniques
2. Testing options
3. Additional cleaning requirements
4. Packaging
Industry Standard
This method will be used unless another method is specifed.
Standard fabrication of an assembly generally consists of:
1. Cutting the hose and braid through a hose
corrugation valley
2. Installing a braid collar over each end of the hose
3. Trimming of any excess braid
4. “Cap” welding the hose, braid, and braid collar together
5. Cleaning the cap weld surface
6. Placement and alignment of a ftting on the cap weld
7. “Attachment” welding the ftting to the cap weld
•
Silver brazing is also available, consult factory
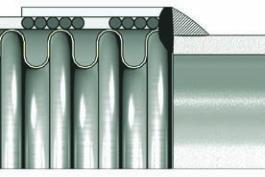
Half-Corrugation
Standard fabrication sometimes leaves a portion of the cut
corrugation, or corrugation “lip,” just under the base of the
ftting. In specialized applications, this residual lip may not be
desirable. To prevent any exposed corrugation edges from
causing damage, the hose can be specially prepared for
welding buy cutting the corrugation on the crest, rather than in
the valley, thereby removing the lip.
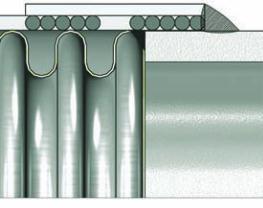
Smooth Transition Weld
For applications in which corrosion is a concern, all crevices
and fssures must be minimized. Specialized hose and ftting
preparation, in conjunction with proprietary welding techniques,
is available to provide a full penetration hose-to-ftting weld that
is smooth and crevice-free.
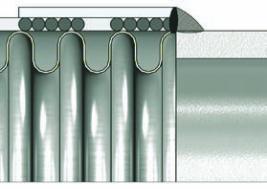
Braid-Over Construction
Assemblies operating at the upper limits of their rated working
pressure, or in severe service, may beneft from a braid-over
construction. The ftting is frst expanded and then welded to the
unbraided hose. Then the braid is drawn over the end of the hose
and welded to the side of the ftting. This technique reduces the
amount of heat introduced into the braid wires, nearly eliminates
the heat-affected zones of the cap and attachment welds, and
maximizes the wire strength. Braid-over construction may also be
used for specifc high-cycle applications.
Powered by FlippingBook Publisher